Các bề mặt lắp ghép được chia thành hai loại: mặt phẳng bao (chi máu 1 trên hình 1.3) và bề mặt bị bao (chi tiết 2 hình 1.3). Mối thêm ghép lúc nào cũng có chung một kích cỡ danh nghĩa đến cả cụ thể và hotline là form size danh nghĩa của lắp ghép
1.1/ Phân các loại mối ghép trong cơ khí
1.1.1/ lắp ghép mặt phẳng trơnLắp ghép trụ trơn: mặt phẳng lắp ghép là mặt phẳng trụ trơn.Lắp ghép phẳng: bề mặt lắp ghép là bề mặt phẳng.Bạn đang xem: Lắp ghép có độ dôi
Phân một số loại lắp ghép trụ trơn
Nhóm lắp lỏng: kích thước lắp ghép của lỗ to hơn trục
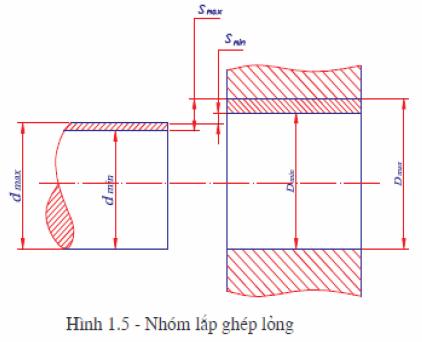
Độ hở kí hiệu là S: S = D –d
Độ hở mập nhất: Smax = Dmax –dmin =ES –ei
Độ hở bé dại nhất: Smin =Dmin –dmax =EI –es.
Độ hở trung bình: Stb =
Dung không nên độ hở Ts: Ts = Smax – Smin =TD + Td
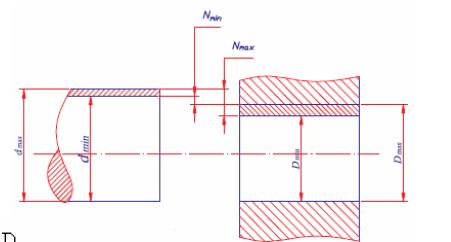
Nhóm đính thêm chặt
Độ dôi kí hiệu là N: N= d- D
Độ dôi mập nhất: Nmax = dmax –Dmin = es –EI
Độ dôi nhỏ nhất: Nmin=dmin-Dmax =ei – ES
Độ dôi trung bình: Ntb =
Dung sai độ dôi: TN = Nmax –Nmin =TD + Td
Nhóm đính trung gian: đính thêm ghép trung gian là loại lắp ghép quá nhiều giữa thêm ghép bao gồm độ hở cùng lắp ghép có độ dôi. Trong gắn ghép này tùy theo kích thước của cụ thể lỗ và chi tiết trục (kích thước thực tiễn trong phạm vi dung sai) mà lại lắp ghép tất cả độ hở hoặc đính thêm ghép tất cả độ dôi.
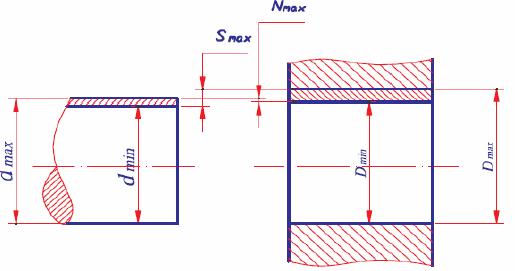
Nếu lắp cụ thể lỗ có kích cỡ giới hạn lớn số 1 với cụ thể trục có kích thước giới hạn nhỏ tuổi nhất thì gắn thêm ghép gồm độ hở to nhất: Smax = Dmax – dmin =ES-ei.
Nếu lắp chi tiết lỗ có size giới hạn nhỏ tuổi nhất với chi tiết trục có form size giới hạn lớn nhất thì đính ghép gồm độ dôi khủng nhất: Nmax = dmax –D min=es –EI
Dung sai của thêm ghép trung gian là dung không nên độ hở hoặc dung không đúng trung gian: Ts =TN =Nmax + Smax =TD + Td
Nếu đính ghép gồm độ hở khủng nhất lớn hơn độ dôi lớn số 1 thì lắp tất cả độ hở trung bình.
Nếu thêm ghép tất cả độ dôi to nhất lớn hơn độ hở lớn nhất thì đính ghép có độ hở trung bình: Stb =
Độ hở vừa phải hoặc độ dôi trung bình trong số lắp ghép dành được khi các kích cỡ của các chi tiết được chế tạo theo những trị số trung bình của dung không đúng của chúng: Ntb =
Lắp ghép ren
Lắp ghép truyền đụng bánh răng
2/ hệ thống lắp ghép
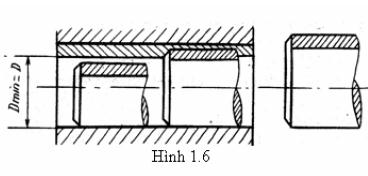
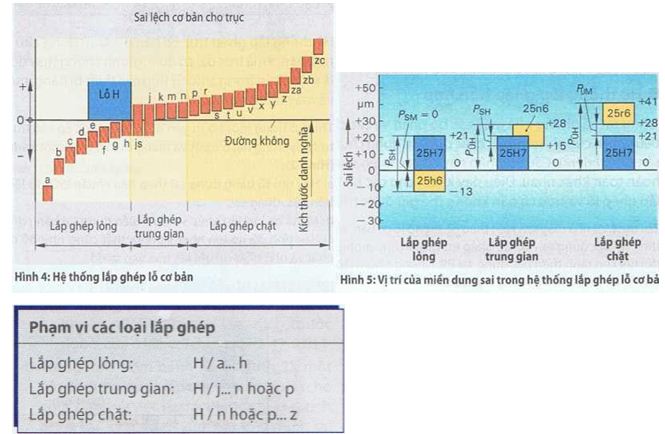
2.1/ đính thêm theo hệ thống lỗ
Trong hệ thống lỗ, lỗ là chi tiết cơ sở nên còn được gọi là hệ lỗ cơ sở.
• chi tiết lỗ cửa hàng kí hiệu là H và EI = 0 đề nghị Dmin = D, ES =TD
Hệ thống đính ghép lỗ cơ bạn dạng được sử dụng đa phần trong ngành chế tạo máy và chế tạo ô tô. Nghỉ ngơi đó có rất nhiều đường kính lỗ khác nhau. Vày sản xuất và kiểm tra lỗ đúng đắn mất nhiều công sức hơn trục nên fan ta giới hạn lệch lạc cơ phiên bản A… z vào rơi lệch cơ bản H.
Xem thêm: ✅ Bảng Chữ Cái Tiếng Việt Hoa Cách Điệu Đẹp Mắt, Bảng Chữ Cái Viết Hoa Cách Điệu Đẹp 2021
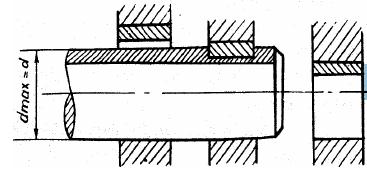
| Lắp ghép lỏng25 H7/h6: | Độ hở lớn số 1 PSH = GoB– GuW = 25,021 mm – 24,987mm = 0,034mmĐộ hở nhỏ tuổi nhất PSM = GuB – GoW = 25,000mm – 25,000 milimet = 0 mm |
| Lắp ghép trung gian 25 H7/n6: | Độ hở lớn nhất PUH= GoB-GuW = 25,021 milimet -25,015mm = 0,006mmĐộ dôi lớn nhất PUM = GuB– GoW = 25,000mm – 25,028mm = – 0,028mm |
| Lắp ghép chặt25 H7/r6: | Độ dôi lớn số 1 PUH = GuB – GoW = 25,000mm – 25,041 mm = – 0,041 mmĐộ dôi nhỏ nhất PŨM= GoB– GuW= 25,021 mm – 25,028mm = – 0,007mm |
2.2/ gắn theo khối hệ thống trục
Trong khối hệ thống trục, trục là cụ thể cơ sở nên có cách gọi khác là hệ trục cơ sở.
• chi tiết trục các đại lý kí hiệu là h và es = 0 cần dmax = d, ei = -Td.
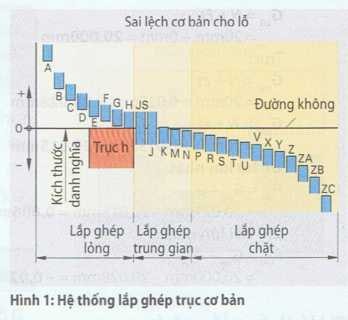
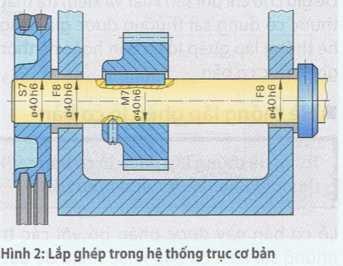
Hệ thống thêm ghép trục cơ bản được sử dụng hầu hết ở phần đa nơi cơ mà trục nhiều năm có 2 lần bán kính không núm đổi. Đây là 1 phần trong trường hợp những thiết bị nâng, sản phẩm công nghệ dệt cùng máy nông nghiệp.
Thí dụ: vào một cỗ truyền động, đĩa được xay vào trục. Trục tự xoay trong hai ổ trượt và với theo trọng điểm một bánh răng
2.3/ khối hệ thống lắp ghép lếu hợp
Trong tất cả những xí nghiệp sản xuất các thành phần và các cụ thể tiêu chuẩn của nhà chế tạo khác được sửdụng tầm thường với thành phầm riêng. Các bộ phận này có các miền dung sai hoàn toàn khác nhau. Điều này để cho các khối hệ thống lắp ghép lỗ với trục cơ phiên bản không thể duy trì được triệt để.
Thí dụ: Một xí nghiệp sản xuất theo khối hệ thống lỗ cơ bản, sửdụng then cùng với bậc dung không đúng h6. đính ghép trung gian như muốn muốn yên cầu cho rãnh then bậc dung không đúng P9. Nhưng nhóm lắp ghép h6 /P9 lại ở trong về hệ thống trục cơ bản.
3/ tuyển lựa lắp ghép
Mỗi bậc dung không nên trục đều hoàn toàn có thể kết hòa hợp được với bất kỳ bậc dung sai lỗ nào. Qua đó sẽ phát sinh khôn cùng nhiều tài năng với nhiều 2 lần bán kính danh nghĩa bao gồm sẵn, điểu mà dụng cụ, vật dụng đo và dưỡng kiểm đề nghị được chuẩn bị sẵn sàng.
Sự phong phú này là không cẩn thiết và không thể đồng ý được về mặt gớm tế. Để lựa chọn, fan ta sẵn sàng sẵn hai dãy ưu tiên được chuẩn chỉnh hóa cho các lắp ghép, trong số ấy dãy 1 được ưu tiên hơn dãy 2. Bảng 1 chỉ xem xét lắp ghép theo đội 1. Những đề nghị khác vể đính ghép hoàn toàn có thể lấy từ sách.


